![]()
销售热线:15637161999 0371-64696720
![]()
销售热线:15637161999 0371-64696720

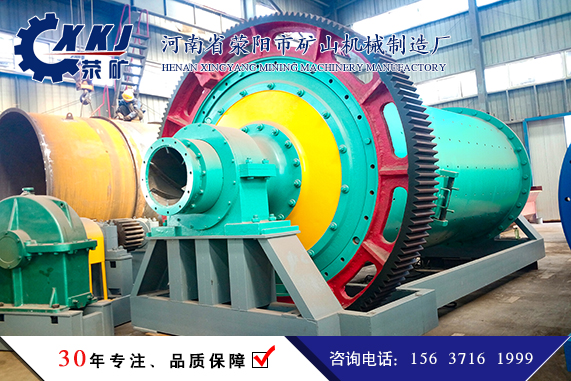
各种不同类型球磨机的装置办法和程序根本一样,通常按下列次序进行:
底盘装置球磨机包含减速机、电动机在内,通常有四个底盘,即球磨机前后瓦座底盘、电动机底盘和减速机底盘。装置底盘时,要用钢尺和水准器(水平仪)查看底盘的水平标高和水平性,在发现有不平表象时,在底盘下部用钢制的调整楔进行找平。一切楔子的宽度为50-60mm,长度至少要确保装置在底盘内部超越地脚螺栓中间线,外部显露10-50mm,楔子的斜度可取1:10-1:20,调平后楔铁之间应焊接起来,避免移动。
球磨机主轴承的装置 当主轴承两底盘经调整后拧紧地脚螺钉,然后再进行查看,各项数据契合技能需求后可进行主轴承的装置作业。

球磨机两轴承底盘的中间线间的间隔应契合设计或设备技能文件的规则。如电唱机筒体与中空轴组合后的实践尺度与设计或设备技能文件的规则不契合时,能够征得有关单位和人员赞同后,按实践尺度施工。两个主轴承底盘的横向中间线应重合于线,其不得合答应差错不得超越0.5mm。其不平行度答应差错为每米长度上相差0.5mm,主轴承底盘的不水平度,答应每米长度上相差0.1mm,但有必要确保球磨机出料
在装置主轴承的球面瓦之前,要查看巴氏合金面和球面上是不是有裂纹、砂眼和气孔等缺点,巴氏合金层在中空轴与轴衬触摸面的区间内不得有离壳表象。在触摸孤区域之外,每侧的离壳面积不得超越其两旁边面面积之和的20%。球磨机主轴承球面瓦与球面瓦触摸,应确保杰出,到达转变灵敏。
节能球磨机筒体、端盖和齿圈的装置 球磨机在装入主车承前,要先将筒体、端盖和大齿圈装置组合起来。筒体与端盖拼装前,应对筒体进行查看,它的椭圆不得大于筒体直径的千分之四,筒体法兰盘的随圆度答应差错应契合设计规则。还要查看中空轴颈的表面光洁度和椭圆度,契合需求后在端盖止中和筒体法兰上涂上通过谐和的铅丹和铅油,然后按符号对正。对正后将定位螺栓悉数装入,当方位调整合格后,均匀地拧紧螺栓。这样。筒体与端盖拼装结束。若是大齿圈为一全体。则应先将大齿圈装到筒体上才干往轴承上装置。当大齿圈为两半拼合时,通常是将磨矿机回转体装在主轴承上今后再装大齿圈。
总页数:1 页 第 1页