![]()
销售热线:15637161999 0371-64696720
![]()
销售热线:15637161999 0371-64696720

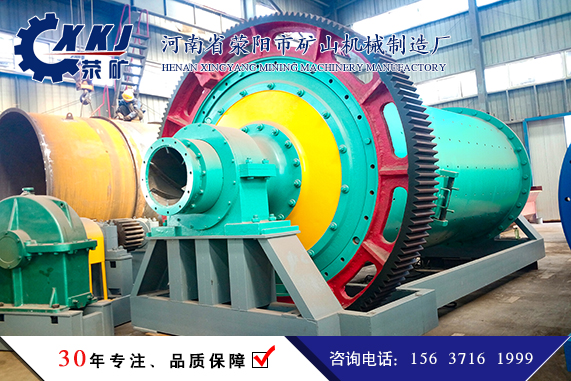
球磨机的传动齿轮尺寸一般都比较大,根据国家规定的相关设计标准,允许齿轮面存在一定数值的误差,因此需要密封装置保障球磨机齿轮间的密封性能。
但在现有的加工技术中,很多球磨机齿轮断面的加工工艺都采用的是端面加压方法,这种工艺生产出的齿轮在前期使用效果很不错,密封性能有很好的保障,但在运行一段时间后,端面的毛毡受到了挤压会导致毛毡的弹性失去效力,从而致使齿轮的密封性能失效。

失效的密封装置会让更多的粉尘和杂质进入到齿轮中,长期运行下,会与严重磨损齿轮面,不但使用寿命会大大降低,同时还会影响后续的检修及安装作业。
为确保球磨机齿轮的密封性,只能在球磨机齿轮生产加工过程中,加强齿轮的精度和硬度。但目前,我国球磨机齿轮的精度一般为级9-8-8DC和9-9-8DC,齿面粗糙度为3.2μm,这种精度和粗糙度很难满足长期作业,因此需要日常检查,定期检修,再或者采用精度更强的球磨机齿轮。
总页数:1 页 第 1页